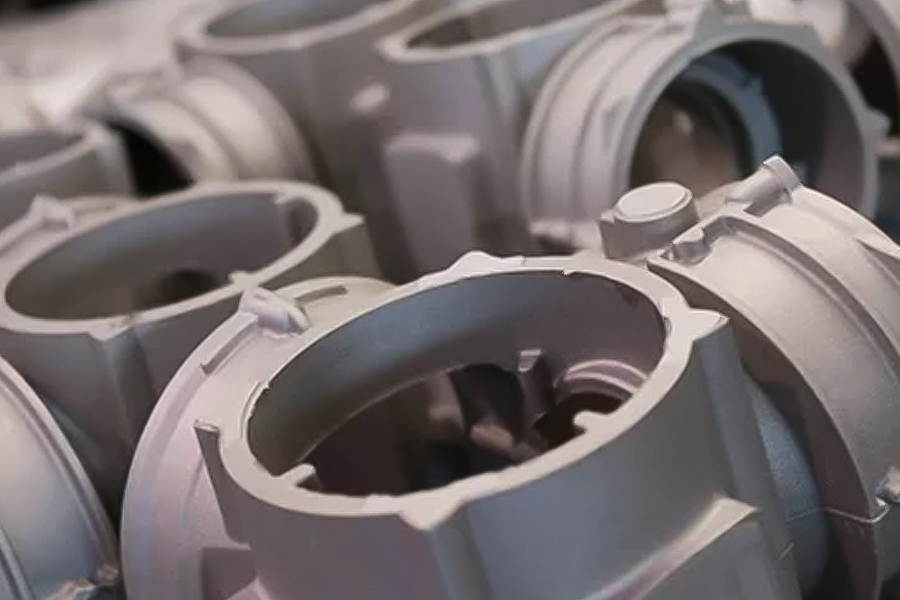
Kompressorgussteile
Spezialisiert auf die OEM-Produktion und -Verarbeitung verschiedener Arten hochwertiger Sphärogussteile und Graugussteile.
KONTAKTIEREN SIE UNSWir verfügen über ein professionelles Produktionstechnikteam, das Produkte auf der Grundlage von Zeichnungen oder Mustern unserer Kunden entwickeln und produzieren kann.
Wir können Teile aus duktilem Gusseisen und Gussteile aus Grauguss herstellen
Wir verfügen über eine jährliche Produktionskapazität von über 20.000 Tonnen, wodurch wir den Bedürfnissen von Kunden mit unterschiedlichen Einkaufsvolumina gerecht werden können.
Wir verfügen über ein eigenes Labor und fortschrittliche Testgeräte in der Branche, um die Produktqualität sicherzustellen.
Haian Aoyu Machinery Manufacturing Co., Ltd. Ist
Herstellung und Verarbeitung von Gusseisenteilen aus Sphäroguss und Grauguss, das Gießverfahren ist das Furanharz-Sandverfahren
Viem mehrist auf die Herstellung und Verarbeitung verschiedener Arten hochwertiger Teile aus duktilem Gusseisen und Graugussteilen mit einem Gesamtvermögen von 200 Millionen Yuan, einer Fläche von 70 mu, einer Gebäudefläche von 30.000 Quadratmetern und einer jährlichen Produktionskapazität von spezialisiert 20.000 Tonnen Gussteile. Abgedeckte Bereiche: Kompressoren, Ventile, Werkzeugmaschinen, Pumpenkörper, Windkraft, Aufzugsteile usw. Die Produkte werden nach China, Taiwan, USA, Deutschland, Italien, Dänemark, Schweiz, Belgien, Spanien, Japan usw. exportiert.
Mehr anzeigen
Etablieren Sie sich in
Baugebiet
Mitarbeiter
Exportländer
Kompressoren, Werkzeugmaschinen, Pumpenventile, Maschinenbau usw
Werkstofftechnik – Mechanisches Verhalten Warum Grauguss beim Biegen versagt Ein Blick hinter die Kulissen der Graphitlamellenstruktur, die Grauguss bei Biegebelastung spröde macht – und wo das Material trotzdem noch glänzt. Die direkte Antwort: Grauguss kann keine Biegebelastung aufnehmen Grauguss ist für Teile, die gebogen oder gebogen werden müssen, ungeeignet, da seine Mikrostruktur Graphitflocken enthält, die als innere Spannungskonzentratoren wirken und dazu führen, dass das Material unter Zugbelastung eher reißt als sich verformt. Grauguss hat eine Bruchdehnung von typisch weniger als 1 % , im Vergleich zu 15–25 % für Baustahl und 10–15 % für viele Aluminiumlegierungen. Dies bedeutet, dass ein Graugussteil bei wiederholter Biegung oder Durchbiegung seinen Bruchpunkt fast unmittelbar nach der Elastizitätsgrenze erreicht, ohne dass es praktisch zu keiner plastischen Verformung kommt, die auf ein drohendes Versagen hinweisen würde. Eine Komponente, die sich im Neinrmalbetrieb auch nur geringfügig verbiegen muss – etwa eine Feder, eine Halterung, die einer zyklischen Belastung ausgesetzt ist, oder eine Halterung, die einer durch Vibrationen verursachten Biegung ausgesetzt ist –, stimmt grundsätzlich nicht mit dem mechanischen Verhalten von Grauguss überein. Diese Sprödigkeit ist kein Herstellungsfehler, der durch eine bessere Gusstechnik behoben werden kann. Dies ist eine direkte Folge der Graphitflockenmorphologie, die Grauguss als Werkstofffamilie definiert. Das Verständnis der metallurgischen Gründe für diese Einschränkung sowie der spezifischen Fehlerarten und der Konstruktionskontexte, in denen es am wichtigsten ist, hilft Ingenieuren und Einkäufern, kostspielige Komponentenausfälle zu vermeiden. Die metallurgische Grundursache: Graphitflockengeometrie Grauguss verdankt seinen Namen und seine charakteristische graue Bruchfläche den in der Eisenmatrix verteilten plättchenförmigen Graphitpartikeln. Diese Flocken bilden sich während der Erstarrung, wenn Kohlenstoff aus der Schmelze ausfällt, anstatt gelöst zu bleiben oder kugelförmige Knötchen zu bilden, wie es bei Sphäroguss der Fall ist. Während diese Flockenstruktur dem Grauguss eine hervorragende Vibrationsdämpfung und Wärmeleitfähigkeit verleiht, entstehen dadurch auch scharfkantige innere Unregelmäßigkeiten im Metall. Grauguss Spannungskonzentration an den Flockenspitzen Jede Graphitflocke verhält sich mechanisch wie ein bereits vorhandener mikroskopischer Riss. Wenn eine Biegelast ausgeübt wird, konzentriert sich die Zugspannung stark an den Spitzen dieser Flocken – oft um den Faktor 1 3 bis 5 Mal die nominelle angelegte Spannung. Da die Eisenmatrix um die Flocken vor dem Bruch nur begrenzt plastisch nachgeben kann, breiten sich diese lokalisierten Spannungsspitzen zu Rissen aus, lange bevor das Schüttgut seine theoretische Festigkeit erreicht. Dies unterscheidet sich grundlegend von duktilen Materialien, bei denen Spannungskonzentrationen durch lokalisiertes plastisches Fließen abgebaut werden. Asymmetrisches Zug- und Druckverhalten Auch Grauguss verhält sich bei Zug und Druck sehr unterschiedlich, was besonders für das Biegen relevant ist, da beim Biegen im Querschnitt immer sowohl eine Zugseite als auch eine Druckseite entsteht. Grauguss hält Druckbelastungen von stand bis zu 3–4 mal seine Zugfestigkeit. In einem Biegeszenario erreicht die Zugseite des Teils ihre viel niedrigere Versagensschwelle, lange bevor die Druckseite auch nur annähernd an ihre Grenze belastet wird, wodurch die Zugseite zum bestimmenden Faktor bei jeder Biegeanwendung wird. Vergleich der mechanischen Eigenschaften für Biegeanwendungen Die folgende Tabelle veranschaulicht, warum Materialien, die üblicherweise für Biege- oder Federanwendungen verwendet werden, sich in den Eigenschaften, die für die Biegeleistung am wichtigsten sind, so deutlich von Grauguss unterscheiden. Material Bruchdehnung Zugfestigkeit (MPa) Geeignet zum Flexen? Grauguss (Klasse 30) Unter 1 % 210 – 260 No Sphäroguss (Sphäroguss). 10 – 18 % 414 – 550 Begrenzt Weicher Baustahl 20 – 25 % 400 – 550 Ja Federstahl 10 – 15 % 1200 – 1900 Ja Das nahezu völlige Fehlen einer plastischen Dehnung in Grauguss ist der deutlichste Indikator dafür, dass Graugussprodukte von Anwendungen mit wiederholtem Biegen, Durchbiegen unter Last oder stoßbedingter Biegung ausgeschlossen werden sollten. Wie Grauguss unter Biegebedingungen versagt Plötzlicher, spröder Bruch Da es vor dem Versagen kaum bis gar keine plastische Verformung gibt, weist ein Bauteil aus Grauguss, das einer Biegung ausgesetzt ist, in der Regel keine sichtbaren Warnzeichen wie Biegung, Durchbiegung oder Oberflächenverformung auf. Das Teil verhält sich normal, bis es seine Bruchspannung erreicht, und versagt dann plötzlich und vollständig. Dieses Verhalten ist besonders gefährlich bei sicherheitskritischen Anwendungen, bei denen Bediener auf sichtbare Verformungen als Frühwarnung vor Überlastung vertrauen. Bei Grauguss gibt es keine Biegewarnung – das Teil sieht erst dann völlig in Ordnung aus, wenn dies nicht mehr der Fall ist. Entstehung von Ermüdungsrissen durch Graphitflocken Selbst bei Biegespannungen unterhalb der statischen Bruchgrenze kann wiederholtes zyklisches Biegen Ermüdungsrisse an den Spitzen der Graphitflocken auslösen. Über Tausende von Belastungszyklen breiten sich diese Mikrorisse in der Matrix aus und führen schließlich zu einem Ermüdungsversagen bei Spannungsniveaus, die weit unter der Nennzugfestigkeit des Materials liegen. Bei Gussstücken aus Grauguss, die vibrationsbedingten Biegungen ausgesetzt sind, wie z. B. eine Halterung, die in der Nähe rotierender Maschinen montiert ist, besteht im Laufe ihrer Lebensdauer ein erhöhtes Risiko für diesen Fehlermodus. Gussfehler verstärken das Risiko Porosität, Lunker und Einschlüsse, die während des Gussprozesses entstehen, erzeugen zusätzliche Spannungskonzentrationspunkte über die Graphitflocken hinaus. Eine seriöse Graugussgießerei kontrolliert die Gießtemperatur, das Angussdesign und die Abkühlgeschwindigkeit, um diese Fehler zu minimieren, aber selbst gut kontrollierte Gussteile weisen einige interne Diskontinuitäten auf, die die Toleranz gegenüber Biegespannungen im Vergleich zu bearbeiteten oder geschmiedeten Materialien weiter verringern. Anwendungskategorien, bei denen diese Einschränkung am wichtigsten ist Federn und flexible Halterungen: Jedes Bauteil, das elastische Energie durch wiederholte Biegung speichern und abgeben soll, erfordert eine hohe Dehnung, die Grauguss nicht bieten kann. Strukturelle Halterungen unter Vibration: Halterungen, die in der Nähe von Motoren, Pumpen oder Kompressoren montiert werden, unterliegen einer kontinuierlichen Biegung mit geringer Amplitude, die im Laufe der Zeit zu Ermüdungsrissen im Grauguss führen kann. Dünnwandige Platten, die einer Biegung unterliegen: Karosseriebleche und Gehäuseabdeckungen von Automobilen, die sich bei der Handhabung oder Installation verbiegen, eignen sich weitaus besser für Stahlblech oder Aluminium. Stoßbelastete Verbindungen: Bei mechanischen Verbindungen, die plötzliche Stoßbelastungen durch elastische Biegung absorbieren müssen, sollte auf Grauguss zugunsten duktilerer Alternativen verzichtet werden. Erdbeben- oder Windlast-Bauteile: Strukturen, die sich biegen müssen, um dynamische Belastungsenergie abzuleiten, erfordern Materialien mit erheblicher Nachgiebigkeitsduktilität. Gefahr – Risiko eines stillen Ausfalls Verlassen Sie sich niemals auf die sichtbare Durchbiegung als Sicherheitsreserve für ein Graugussteil beim Biegen. Wenn eine Verformung sichtbar wird, ist das Teil wahrscheinlich bereits gebrochen. Wo Grauguss die richtige Wahl bleibt Trotz seiner schlechten Biegeleistung bleibt Grauguss eine ausgezeichnete Materialwahl für starre, druckbelastete oder vibrationsdämpfende Anwendungen, bei denen Biegen nicht Teil der Konstruktionsabsicht ist. Motorblöcke, Werkzeugmaschinensockel, Rohrverbindungen und Pumpengehäuse sind in der Regel alle statisch oder hauptsächlich druckbelastet, sodass sie von der hervorragenden Bearbeitbarkeit, den niedrigen Kosten und der Vibrationsdämpfung profitieren können, die Grauguss bietet, ohne das Material den Biegebelastungen auszusetzen, die es nicht tolerieren kann. In diesen Rollen produziert ein gut kontrollierter Grauguss-Gießereiprozess Komponenten, die duktilere, aber teurere Materialien auf Kosten-pro-Funktions-Basis zuverlässig übertreffen. Erfolg – wo er wirklich glänzt Für statische, druckbelastete und vibrationsempfindliche Komponenten bleibt Grauguss eine der kostengünstigsten und zuverlässigsten verfügbaren Werkstoffe. Bessere Alternativen für Biege- oder Biegeanwendungen Wenn eine Konstruktion wirklich ein elastisches Biege-, Durchbiegungs- oder Biegeverhalten erfordert, werden anstelle von Grauguss typischerweise die folgenden Alternativen spezifiziert: Sphäroguss (Sphäroguss). ersetzt Graphitflocken durch kugelförmige Knötchen und erhöht die Dehnung auf 10–18 %, während ein Großteil der Kosten- und Gießbarkeitsvorteile von Eisen erhalten bleibt. Bau- oder Federstahl Bietet die hohe Dehnungs- und Ermüdungsbeständigkeit, die für Halterungen und Federn erforderlich ist, die wiederholter Biegung ausgesetzt sind. Aluminiumlegierungen bieten mäßige Duktilität bei gleichzeitig geringerem Gewicht für Panels und Gehäuse, die sich bei der Handhabung leicht biegen müssen. Technische Verbundwerkstoffe können für spezielle Anwendungen auf spezifische Biegesteifigkeit und Ermüdungslebensdauer zugeschnitten werden. Info – Passendes Material zur Funktion Der richtige Ersatz hängt vom Lastprofil ab: Ermüdungsbedingtes Biegen bevorzugt Sphäroguss oder Stahl, während gewichtsabhängiges Biegen Aluminium oder Verbundwerkstoffe bevorzugt. Abschließende Erkenntnis für Konstrukteure Grauguss ist für Teile, die gebogen oder gebogen werden müssen, ungeeignet, da seine Graphitflocken-Mikrostruktur die plastische Verformung stark einschränkt, die Spannung an den Flockenspitzen konzentriert und sich unter Zug und Druck asymmetrisch verhält. Bei Gussteilen aus Grauguss, die wiederholten Biegungen, durch Vibrationen verursachten Biegungen oder Stoßbelastungen ausgesetzt sind, besteht ein erhebliches Risiko eines plötzlichen, unvorhersehbaren Bruchs und nicht einer allmählichen, sichtbaren Verformung. Die richtige technische Antwort besteht nicht darin, Grauguss in Biegerollen zu zwingen, sondern ihn für starre, druckbelastete und schwingungsdämpfende Anwendungen zu reservieren, bei denen ein richtig kontrollierter Grauguss-Gießprozess wirklich einen überlegenen Wert liefert, und Sphäroguss, Stahl oder Aluminium zu wählen, wo elastisches Biegen Teil der Funktionsanforderung ist. .gcb-editorial { background: linear-gradient(180deg, #f7f5f0 0%, #f3f1ea 100%); color: #2a2824; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; line-height: 1.75; padding: 64px 32px 80px; max-width: 100%; box-sizing: border-box;}.gcb-hero { max-width: 900px; margin: 0 auto 56px; padding: 0 8px;}.gcb-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #9c8256; font-weight: 600; margin: 0 0 18px;}.gcb-title { font-size: 40px; font-weight: 800; letter-spacing: -0.01em; line-height: 1.2; color: #1f1d19; margin: 0 0 20px;}.gcb-deck { font-size: 19px; color: #5a564d; line-height: 1.6; margin: 0; font-weight: 400;}.gcb-section { max-width: 900px; margin: 0 auto; padding: 44px 8px;}.gcb-section.gcb-tint { background: rgba(156, 130, 86, 0.05); border-radius: 2px; padding: 44px 40px;}.gcb-h2 { font-size: 26px; font-weight: 700; letter-spacing: -0.005em; color: #1f1d19; margin: 0 0 20px; text-align: left;}.gcb-h3 { font-size: 18px; font-weight: 700; color: #33302b; margin: 28px 0 14px; text-align: left;}.gcb-p { font-size: 16.5px; color: #3b3833; margin: 0 0 16px; text-align: left;}.gcb-p strong { color: #1d1b18; font-weight: 700;}.gcb-quote { margin: 28px 0; padding: 6px 0 6px 22px; border-left: 3px solid #9c8256; background: rgba(156, 130, 86, 0.06); font-size: 18px; font-style: italic; color: #48453d; line-height: 1.6;}.gcb-list { margin: 0 0 20px; padding: 0;}.gcb-list li { list-style-position: inside; list-style-type: disc; font-size: 16.5px; color: #3b3833; margin-bottom: 10px; line-height: 1.65;}.gcb-list-ordered li { list-style-type: decimal;}.gcb-table { width: 100%; border-collapse: collapse; font-size: 15.5px; margin: 24px 0 8px; text-align: center;}.gcb-table thead th { font-weight: 700; color: #1f1d19; border-bottom: 2px solid #d6d0c1; padding: 12px 10px; background: transparent;}.gcb-table td { border-bottom: 1px solid #e4dfd3; padding: 12px 10px; color: #3b3833;}.gcb-table caption { caption-side: bottom; font-size: 14px; margin-top: 12px; font-style: italic; color: #88836f;}.gcb-callout { border-radius: 3px; padding: 20px 24px; margin: 24px 0;}.gcb-callout-title { font-size: 13px; font-weight: 700; letter-spacing: 0.06em; text-transform: uppercase; margin: 0 0 8px;}.gcb-callout .gcb-p { margin: 0; font-size: 15.5px;}.gcb-callout-info { background: rgba(90, 130, 150, 0.07); border-left: 3px solid #7a9fb0;}.gcb-callout-info .gcb-callout-title { color: #4a7686; }.gcb-callout-success { background: rgba(110, 140, 100, 0.08); border-left: 3px solid #86a577;}.gcb-callout-success .gcb-callout-title { color: #587146; }.gcb-callout-warning { background: rgba(190, 150, 80, 0.09); border-left: 3px solid #c79a52;}.gcb-callout-warning .gcb-callout-title { color: #8a6a2c; }.gcb-callout-danger { background: rgba(180, 100, 90, 0.08); border-left: 3px solid #b56b5f;}.gcb-callout-danger .gcb-callout-title { color: #96493c; }@media (max-width: 640px) { .gcb-editorial { padding: 40px 18px 60px; } .gcb-title { font-size: 30px; } .gcb-deck { font-size: 17px; } .gcb-h2 { font-size: 22px; } .gcb-section.gcb-tint { padding: 32px 20px; }}
Werkstofftechnik – Gewicht und Dichte Warum ist Grauguss schwerer als Aluminium? Ein genauerer Blick auf die Gründe auf atomarer Ebene hinter der Dichtelücke, wo das zusätzliche Gewicht zur Belastung wird und wo es stillschweigend zum Vorteil wird. Die direkte Antwort: Dichte ist die Hauptursache Grauguss ist aufgrund einer grundlegenden physikalischen Eigenschaft schwerer als Aluminium und andere leichte Alternativen: Dichte . Grauguss hat eine Dichte von ca 7,1 bis 7,3 g/cm³ , während Aluminiumlegierungen typischerweise im Bereich von liegen 2,6 bis 2,8 g/cm³ . Das bedeutet, dass Grauguss für ein Bauteil mit identischem Volumen etwa ungefähr wiegt 2,5- bis 2,7-mal mehr als ein Aluminiumäquivalent. Hierbei handelt es sich nicht um einen Herstellungs- oder Konstruktionsfehler, sondern um ein wesentliches Merkmal der Eisen-Kohlenstoff-Silizium-Metallurgie, die Grauguss als Materialklasse definiert. Ingenieure, die wählen Graugussguss Für ein Projekt gehen wir einen bewussten Kompromiss ein und akzeptieren zusätzliche Masse im Austausch für andere Leistungsvorteile, die leichte Alternativen nicht bieten können. Um zu verstehen, warum diese Dichtelücke besteht – und wann sie tatsächlich von Bedeutung ist –, muss man über eine einzelne Zahl in einem Datenblatt hinausschauen. In den folgenden Abschnitten werden die Gründe für den Gewichtsunterschied auf atomarer Ebene aufgeschlüsselt, Grauguss mit herkömmlichen Leichtbaumaterialien verglichen und die praktischen Situationen erläutert, in denen das zusätzliche Gewicht entweder einen gravierenden Nachteil oder überraschenderweise einen Vorteil darstellt. Warum Eisenatome mehr wiegen als Aluminiumatome Auf atomarer Ebene trägt Eisen einfach mehr Masse pro Atom als Aluminium. Eisen hat eine Atommasse von ca 55,85 g/mol im Vergleich zu Aluminium 26,98 g/mol – ungefähr das Doppelte. Da Grauguss hauptsächlich aus Eisen besteht (typischerweise 93–97 Gew.-%, legiert mit Kohlenstoff, Silizium, Mangan, Schwefel und Phosphor), dominiert das Atomgewicht des Grundmetalls die Enddichte des Gussstücks. Eisen hat je nach Temperaturphase auch eine dicht gepackte kubisch-raumzentrierte oder kubisch-flächenzentrierte Kristallstruktur, die es den Atomen ermöglicht, eng zusammenzupacken. Die flächenzentrierte kubische Struktur von Aluminium lässt sich ähnlich effizient packen, aber da jedes Atom so viel weniger wiegt, ist die resultierende Schüttdichte viel geringer. Dieser atomare Unterschied ist der unvermeidliche Ausgangspunkt für jeden Gewichtsvergleich zwischen Grauguss und Alternativen auf Aluminiumbasis. Graugussguss Dichtevergleich: Grauguss im Vergleich zu herkömmlichen Leichtbaumaterialien Um den Gewichtsnachteil konkret zu machen, vergleicht die folgende Tabelle Grauguss mit den Materialien, die am häufigsten als Leichtbauersatz für Maschinensockel, Gehäuse und Strukturhalterungen vorgeschlagen werden. Material Dichte (g/cm³) Gewicht vs. Grauguss Grauguss 7.1 – 7.3 Grundlinie Aluminiumlegierung (356/6061) 2,6 – 2,8 Etwa 62 % leichter Magnesiumlegierung 1,7 – 1,9 Etwa 75 % leichter Baustahl (mild) 7,8 – 7,9 Etwas schwerer Faserverstärkter Polymerverbund 1,5 – 2,0 Etwa 73–79 % leichter Wie die Tabelle zeigt, erreicht nur unlegierter Stahl annähernd die Dichte von Grauguss; Jede andere gängige Leichtbaualternative ist deutlich weniger dicht. Aus diesem Grund geben Konstrukteure, die unter strengen Gewichtsvorgaben arbeiten – Halterungen für Luft- und Raumfahrt, Gehäuse für tragbare Geräte, Karosserieteile für Automobile –, Graugussguss fast nie vor, es sei denn, es gibt einen spezifischen funktionalen Grund dafür. Wo das zusätzliche Gewicht zum echten Problem wird Transport und Kraftstoffeffizienz In Automobil- und Mobilgeräteanwendungen führt jedes Kilogramm zusätzliche Masse zu einem höheren Kraftstoffverbrauch oder einer geringeren Batteriereichweite. Ein Motorblock aus Grauguss kann wiegen 40–50 % mehr als ein gleichwertiger Aluminiumblock, und genau aus diesem Grund haben die meisten modernen Personenkraftwagen trotz der höheren Materialkosten Motorblöcke und Zylinderköpfe auf Aluminium umgestellt. Für Hersteller, die Kraftstoffverbrauchsstandards oder Zielvorgaben für die Reichweite von Elektrofahrzeugen anstreben, ist dieser Gewichtsnachteil oft disqualifizierend. Jedes Kilogramm, das von einer beweglichen Komponente entfernt wird, ist ein Kilogramm, das der Antriebsstrang während der gesamten Lebensdauer der Maschine nicht mehr beschleunigen, abbremsen und tragen muss. Installations- und Handhabungskosten Schwerere Komponenten erfordern robustere Hebegeräte, stärkere Montageteile und mehr Arbeitsaufwand bei der Installation. Ein Graugussguss, der beispielsweise als Maschinenbasis verwendet wird, kann eine Kranausrüstung erfordern, während ein Aluminiumäquivalent manuell oder mit einem einfachen Hebezeug bewegt werden könnte. Dies treibt sowohl die direkten Arbeitskosten als auch die Projektlaufzeiten in die Höhe, insbesondere bei Feldinstallationen, bei denen der Zugang zu schwerem Gerät begrenzt ist. Versand und Logistik Frachtkosten werden häufig nach Gewicht berechnet, insbesondere bei Luft- und internationalen Seefrachten. Der Transport eines Gussstücks aus grauem Gusseisen, das nach Übersee verschifft wird, kann erheblich teurer sein als der Transport einer leichteren Alternative mit den gleichen Abmessungen. Dies ist ein wichtiger Gesichtspunkt für Käufer, die große Mengen an Gussstücken von Gießereien im Ausland beziehen. Wo das zusätzliche Gewicht tatsächlich ein Vorteil ist Es ist wichtig zu beachten, dass das Gewicht nicht immer ein Nachteil ist. In mehreren Anwendungskategorien trägt die Masse des Graugusses direkt zu einer besseren Funktionsleistung bei: Vibrationsdämpfung: Die Graphitlamellenstruktur in Grauguss absorbiert mechanische Vibrationen weitaus effektiver als Aluminium, und die zusätzliche Masse stabilisiert Werkzeugmaschinenbetten und Motorblöcke zusätzlich gegen Resonanzen. Stabilität der Werkzeugmaschine: Schwerere Maschinengestelle widerstehen Durchbiegung und Rattern bei hochpräzisen Schneidvorgängen, weshalb CNC-Drehmaschinenbetten und Fräsmaschinengestelle immer noch häufig aus Graugussguss hergestellt werden. Verwendung von Gegengewichten und Ballast: Bei Aufzügen, Kränen und industriellen Gegengewichten ist die hohe Dichte von Grauguss eher eine Konstruktionsanforderung als ein Nachteil, da sie es einem kompakten Gegengewicht ermöglicht, eine beträchtliche Masse bereitzustellen. Thermische Massenerhaltung: Kochgeschirr und industrielle Kühlkörper profitieren von der thermischen Trägheit dichteren Materials und halten die Wärme länger als leichtere Alternativen. Erfolg – wenn das Gewicht zu Ihren Gunsten wirkt Bei stationären, vibrationsempfindlichen Geräten stellt die zusätzliche Masse an Grauguss keinen Kostenfaktor dar, sondern ist der Grund dafür, dass die Geräte überhaupt eine gute Leistung erbringen. Kosten-Leistungs-Kompromisse, die Käufer abwägen sollten Die Entscheidung zwischen Grauguss und einer leichten Alternative sollte nicht allein am Gewicht liegen. Rohstoffkosten, Bearbeitbarkeit, Dämpfungsleistung und Langzeithaltbarkeit spielen bei den Gesamtbetriebskosten eine Rolle. Grauguss kostet normalerweise 30–50 % weniger pro Kilogramm als Aluminiumlegierung, und seine hervorragende Bearbeitbarkeit reduziert den Werkzeugverschleiß während der Produktion. Bei statischen oder halbstatischen Anwendungen – Maschinenbasen, Pumpengehäuse, Ventilkörper, Bremsrotoren – wirkt sich der Gewichtsnachteil kaum auf die Leistung aus, sodass Grauguss die wirtschaftlichere Wahl ist. Warnung: Bewegliche Teile verstärken die Strafe Bei jeder Anwendung, bei der sich die Komponente bewegt, beschleunigt oder getragen werden muss, verstärkt sich der Gewichtsnachteil schnell. Sich hin- und herbewegende oder rotierende Teile aus Grauguss benötigen zum Beschleunigen und Abbremsen mehr Energie, was über die Lebensdauer der Komponente zu einem erhöhten Verschleiß an Lagern, Motoren und Antriebssystemen führt. Lässt sich der Gewichtsnachteil durch Design reduzieren? Gießereien und Konstrukteure verfügen über einige Werkzeuge, um den Dichtenachteil von Grauguss auszugleichen, ohne das Material vollständig zu wechseln: Rippen- und Kernkonstruktionen entfernen überschüssiges Material aus nicht tragenden Abschnitten und reduzieren so das Gesamtgewicht des Gussteils 15–25 % ohne Einbußen bei der Steifigkeit. Die Wandstärkenoptimierung durch Finite-Elemente-Analyse identifiziert Bereiche, in denen Material sicher verdünnt werden kann. Hohl- oder Kastenprofilgeometrien anstelle von massiven Blöcken reduzieren die Masse bei gleichzeitiger Beibehaltung der strukturellen Steifigkeit. Hybridbaugruppen kombinieren einen Graugussguss für stark verschleißende oder vibrationsempfindliche Zonen mit leichteren Materialien an anderen Stellen in derselben Struktur. Info – Erwartungen verwalten Mit diesen Strategien wird die Lücke bei der vollen Dichte gegenüber Aluminium nur selten geschlossen, sie können sie jedoch deutlich verkleinern und gleichzeitig die Dämpfungs- und Kostenvorteile bewahren, die Grauguss überhaupt erst attraktiv machen. Abschließende Erkenntnisse für Käufer und Ingenieure Grauguss ist ausschließlich aufgrund seiner höheren atomaren Dichte schwerer als Aluminium und andere Leichtbaualternativen, nicht aufgrund schlechter Gießereipraxis oder ineffizienter Konstruktion. Ob dies eine Rolle spielt, hängt ganz von der Anwendung ab: Für stationäre, vibrationsempfindliche oder kostengetriebene Bauteile ist der Grauguss nach wie vor eine der praktischsten und wirtschaftlichsten Möglichkeiten. Für Anwendungen, bei denen Mobilität, Energieeffizienz oder Handhabungslogistik im Vordergrund stehen, ist der Gewichtsnachteil ein legitimer Grund, stattdessen Aluminium-, Magnesium- oder Verbundwerkstoffalternativen zu prüfen. Das Verständnis dieses Kompromisses – anstatt das Gewicht als universellen Negativpunkt zu betrachten – ist der Schlüssel zur Spezifizierung des richtigen Materials für die richtige Aufgabe. Gefahr – Der einzige Fehler, den es zu vermeiden gilt Verlassen Sie sich bei beweglichen oder gewichtskritischen Baugruppen nicht auf Grauguss, nur weil die Materialkosten geringer sind – die nachgelagerten Energie-, Verschleiß- und Handhabungskosten können die anfänglichen Einsparungen um ein Vielfaches überwiegen. .gci-editorial { background: linear-gradient(180deg, #faf8f4 0%, #f6f4ef 100%); color: #2b2926; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; line-height: 1.75; padding: 64px 32px 80px; max-width: 100%; box-sizing: border-box;}.gci-hero { max-width: 900px; margin: 0 auto 56px; padding: 0 8px;}.gci-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #a08a5f; font-weight: 600; margin: 0 0 18px;}.gci-title { font-size: 40px; font-weight: 800; letter-spacing: -0.01em; line-height: 1.2; color: #201e1b; margin: 0 0 20px;}.gci-deck { font-size: 19px; color: #5c584f; line-height: 1.6; margin: 0; font-weight: 400;}.gci-section { max-width: 900px; margin: 0 auto; padding: 44px 8px;}.gci-section.gci-tint { background: rgba(160, 138, 95, 0.05); border-radius: 2px; padding: 44px 40px;}.gci-h2 { font-size: 26px; font-weight: 700; letter-spacing: -0.005em; color: #201e1b; margin: 0 0 20px; text-align: left;}.gci-h3 { font-size: 18px; font-weight: 700; color: #35322d; margin: 28px 0 14px; text-align: left;}.gci-p { font-size: 16.5px; color: #3d3a35; margin: 0 0 16px; text-align: left;}.gci-p strong { color: #1f1d1a; font-weight: 700;}.gci-quote { margin: 28px 0; padding: 6px 0 6px 22px; border-left: 3px solid #a08a5f; background: rgba(160, 138, 95, 0.06); font-size: 18px; font-style: italic; color: #4a463f; line-height: 1.6;}.gci-list { margin: 0 0 20px; padding: 0;}.gci-list li { list-style-position: inside; list-style-type: disc; font-size: 16.5px; color: #3d3a35; margin-bottom: 10px; line-height: 1.65;}.gci-list-ordered li { list-style-type: decimal;}.gci-table { width: 100%; border-collapse: collapse; font-size: 15.5px; margin: 24px 0 8px; text-align: center;}.gci-table thead th { font-weight: 700; color: #201e1b; border-bottom: 2px solid #d8d2c4; padding: 12px 10px; background: transparent;}.gci-table td { border-bottom: 1px solid #e6e1d6; padding: 12px 10px; color: #3d3a35;}.gci-table caption { caption-side: bottom; font-size: 14px; margin-top: 12px; font-style: italic; color: #8a8578;}.gci-callout { border-radius: 3px; padding: 20px 24px; margin: 24px 0;}.gci-callout-title { font-size: 13px; font-weight: 700; letter-spacing: 0.06em; text-transform: uppercase; margin: 0 0 8px;}.gci-callout .gci-p { margin: 0; font-size: 15.5px;}.gci-callout-info { background: rgba(90, 130, 150, 0.07); border-left: 3px solid #7a9fb0;}.gci-callout-info .gci-callout-title { color: #4f7draft; color: #4a7686; }.gci-callout-success { background: rgba(110, 140, 100, 0.08); border-left: 3px solid #86a577;}.gci-callout-success .gci-callout-title { color: #587146; }.gci-callout-warning { background: rgba(190, 150, 80, 0.09); border-left: 3px solid #c79a52;}.gci-callout-warning .gci-callout-title { color: #8a6a2c; }.gci-callout-danger { background: rgba(180, 100, 90, 0.08); border-left: 3px solid #b56b5f;}.gci-callout-danger .gci-callout-title { color: #96493c; }@media (max-width: 640px) { .gci-editorial { padding: 40px 18px 60px; } .gci-title { font-size: 30px; } .gci-deck { font-size: 17px; } .gci-h2 { font-size: 22px; } .gci-section.gci-tint { padding: 32px 20px; }}
Werkstofftechnik – Gussvergleich Grauguss hat geringere Zugfestigkeit, geringere Duktilität und geringere Schlagzähigkeit im Vergleich zu Sphäroguss Dies macht es zu einer schwächeren Wahl für Komponenten, die Stoßbelastungen, Spannungen oder wiederholten Belastungszyklen ausgesetzt sind. Während Grauguss aufgrund seiner hervorragenden Dämpfungsfähigkeit, Bearbeitbarkeit und geringen Kosten weiterhin wertvoll ist, übertrifft Sphäroguss ihn bei Anwendungen, die strukturelle Zuverlässigkeit unter dynamischen oder hochbeanspruchten Bedingungen erfordern, durchweg. Das Verständnis dieser Unterschiede hilft Käufern, kostspielige Fehler bei der Wahl zwischen den beiden Materialien für industrielle oder mechanische Teile zu vermeiden. Eine geringere Zugfestigkeit schränkt lasttragende Anwendungen ein Einer der größten Nachteile von Grauguss ist seine vergleichsweise geringe Zugfestigkeit. Typische Graugusssorten wie Klasse 30 oder Klasse 40 bieten Zugfestigkeiten im Bereich von 30.000 bis 40.000 psi , während Sphärogusssorten wie 65-45-12 Zugfestigkeiten von erreichen können 65.000 psi oder höher . Dieser Spalt wird bei Anwendungen von entscheidender Bedeutung, bei denen Komponenten Zugkräften standhalten müssen, wie z. B. Rohrverbindungen, Strukturhalterungen oder Maschinengehäuse unter Last. Da Grauguss auf einer Graphitflocken-Mikrostruktur beruht, konzentrieren sich Zugbelastungen auf die Spannungen an den Spitzen dieser Flocken, was zu vorzeitiger Rissbildung führt. Im Gegensatz dazu enthält duktiles Gusseisen Kugelgraphitkügelchen, die die Spannung gleichmäßiger im gesamten Material verteilen und es so ermöglichen, deutlich höheren Belastungen standzuhalten, bevor es zum Versagen kommt. Reduzierte Duktilität und Dehnung vor dem Versagen Unter Duktilität versteht man die Fähigkeit eines Materials, sich unter Belastung zu verformen, ohne zu brechen. Grauguss typischerweise Ausstellungen Dehnung weniger als 1 % vor dem Bruch, das heißt, es verhält sich spröde, wenn es Biege-, Torsions- oder Dehnungskräften ausgesetzt wird. Sphäroguss kann, wie der Name schon sagt, Dehnungswerte zwischen erreichen 10 % und 18 % Abhängig von der Qualität können sich die Komponenten unter Belastung leicht biegen, anstatt plötzlich zu brechen. Dieser Unterschied ist von großer Bedeutung für Teile, die während des Betriebs Vibrationen, Wärmeausdehnungen oder geringfügigen Fehlausrichtungen ausgesetzt sind. Ein Gussteil aus Grauguss, der in einer starren, spannungsarmen Umgebung verwendet wird, kann zwar eine angemessene Leistung erbringen, aber wenn dasselbe Teil einer dynamischen Belastung ausgesetzt ist, ist die Wahrscheinlichkeit, dass es ohne Vorwarnung ausfällt, weitaus größer als bei einem gleichwertigen Gussteil aus duktilem Gusseisen. Grauguss Vergleichende mechanische Eigenschaften Eigentum Grauguss Sphäroguss Zugfestigkeit 30.000–40.000 psi 60.000–100.000 psi Dehnung Weniger als 1 % 10 %–18 % Schlagfestigkeit Niedrig Mäßig bis hoch Graphitstruktur Flocke Kugelförmige Knötchen Schlechte Leistung bei Stoß- und Stoßbelastung Aufgrund seiner Sprödigkeit ist Grauguss besonders anfällig für plötzliche Stoß- oder Stoßbelastungen. Die Graphitflocken wirken als innere Spannungserhöher, und wenn eine starke Kraft ausgeübt wird, können sich Risse schnell und ohne Vorwarnung im Material ausbreiten. Aus diesem Grund wird der Guss von Grauguss im Allgemeinen bei Anwendungen wie Fahrzeugaufhängungskomponenten, Bergbaumaschinen oder schweren Maschinenrahmen, die wiederholt Stößen ausgesetzt sind, vermieden. Die Kugelgraphitstruktur von duktilem Gusseisen unterbricht die Rissausbreitung weitaus effektiver – ein Riss muss sich um jeden Knoten herum bewegen, Energie absorbieren und den Ausfall verlangsamen. Aus diesem Grund entscheiden sich Ingenieure häufig für Gussteile aus duktilem Gusseisen gegenüber Grauguss, wenn die Schlagfestigkeit bei der Konstruktion Priorität hat. Häufige stoßempfindliche Anwendungen, bei denen Sphäroguss bevorzugt wird Fahrzeugaufhängung und Achsschenkel Getriebegehäuse für Windkraftanlagen Halterungen für schwere Baumaschinen Druckrohrverbindungen, die Wasserschlägen ausgesetzt sind Komponenten landwirtschaftlicher Maschinen, die Steinen und Geröll ausgesetzt sind Warnung Die Verwendung von Grauguss in stoßbelasteten Baugruppen ohne ausreichenden Konstruktionsspielraum erhöht das Risiko eines plötzlichen, unvorhergesehenen Bruchs erheblich. Geringere Ermüdungsfestigkeit bei zyklischen Belastungsbedingungen Die Ermüdungsbeständigkeit beschreibt, wie gut ein Material im Laufe der Zeit wiederholten Belastungszyklen standhält, ohne dass sich Risse bilden. Grauguss hat im Allgemeinen eine Ermüdungsgrenze von ca 35 % bis 50 % seiner Zugfestigkeit , und weil seine Grundzugfestigkeit bereits gering ist, ist seine absolute Ermüdungsfestigkeit entsprechend schwach. Komponenten aus Grauguss, die ständigen Vibrationen, Rotationen oder Druckschwankungen ausgesetzt sind, neigen zur Bildung von Mikrorissen, die schließlich zu Ermüdungsversagen führen. Sphäroguss erreicht typischerweise eine Ermüdungsgrenze, die näher bei liegt 40 % bis 60 % seiner höheren Zugfestigkeit, was sich in einer viel größeren absoluten Ermüdungsfestigkeit niederschlägt. Dies macht Sphäroguss zum bevorzugten Material für Kurbelwellen, Zahnräder und rotierende Maschinenteile, bei denen über die Lebensdauer der Komponente Millionen von Lastzyklen zu erwarten sind. Schwächere Schweißbarkeit und Reparaturprobleme Das Schweißen von Grauguss ist aufgrund seines hohen Kohlenstoffgehalts und seiner spröden Matrix bekanntermaßen schwierig. Durch schnelles Erhitzen und Abkühlen während des Schweißens entstehen häufig neue Spannungspunkte, wodurch sich Risse in der Nähe der Schweißzone bilden. Um eine akzeptable Schweißnaht zu erzielen, sind in der Regel spezielles Vorwärmen, langsames Abkühlen und Füllstäbe auf Nickelbasis erforderlich, was den Zeit- und Kostenaufwand für Reparatur- oder Fertigungsarbeiten erhöht. Infos Sphäroguss reagiert aufgrund seiner nachgiebigeren Kugelstruktur im Allgemeinen besser auf Standardschweißverfahren, was die Reparaturzeit vor Ort erheblich verkürzen kann. Höheres Risiko eines plötzlichen, katastrophalen Ausfalls Da grauem Gusseisen die Duktilität fehlt, sich vor dem Bruch sichtbar zu verformen, kommt es häufig zu Ausfällen ohne Frühwarnzeichen wie Biegung, Ausbeulung oder merkliche Verformung. Dieses „Sprödbruch“-Verhalten ist ein ernstes Problem bei sicherheitskritischen Anwendungen, bei denen sich Bediener auf sichtbare Anzeichen von Stress verlassen, um Wartung oder Austausch zu planen, bevor ein Teil vollständig ausfällt. Gefahr Sprödbruch in Grauguss führt zu kaum bis gar keiner sichtbaren Verformung vor dem Versagen und ist daher für sicherheitskritische, drucktragende oder lastpfadkritische Komponenten ungeeignet. Die plastische Verformung von Sphäroguss vor dem Bruch stellt ein eingebautes Frühwarnsystem dar. Unter übermäßiger Belastung verbiegt oder verformt sich ein duktiles Gussteil typischerweise merklich, bevor es bricht, was den Wartungsteams die Möglichkeit gibt, einzugreifen. Dieser Verhaltensunterschied ist ein Hauptgrund dafür, dass Branchen wie die Wasserinfrastruktur, Automobilsicherheitskomponenten und die Herstellung von Druckbehältern Sphäroguss für kritische Teile dem Guss aus Gusseisen vorziehen. Wo Grauguss immer noch im Vorteil ist Trotz dieser Nachteile ist Grauguss nicht ohne Vorzüge. Seine hervorragende Fähigkeit zur Vibrationsdämpfung macht es zu einer guten Wahl für Motorblöcke, Werkzeugmaschinensockel und andere Anwendungen, bei denen die Absorption von Vibrationen wichtiger ist als die Widerstandsfähigkeit gegen Spannungen oder Stöße. Grauguss ist außerdem im Allgemeinen kostengünstiger in der Herstellung und einfacher zu bearbeiten als Sphäroguss, da die Graphitflocken bei Schneidvorgängen als natürliches Schmiermittel wirken und so den Werkzeugverschleiß verringern. Für Käufer, die Gussteile aus Grauguss gegenüber Alternativen aus Sphäroguss bewerten, läuft die Entscheidung oft auf einen einfachen Kompromiss hinaus: Wählen Sie Grauguss für kostenempfindliche, druckbelastete und schwingungsdämpfende Anwendungen und entscheiden Sie sich für Sphäroguss, wenn Zugfestigkeit, Schlagfestigkeit oder Ermüdungsverhalten unter zyklischer Belastung Priorität haben. Checkliste für schnelle Entscheidungen Erfährt das Teil Zug- oder Biegebelastungen? Wählen Sie Sphäroguss. Ist Vibrationsdämpfung die Hauptanforderung? Grauguss kann ausreichen. Wird die Komponente wiederholten Erschütterungen oder Stößen ausgesetzt sein? Sphäroguss ist sicherer. Ist das Budget die dominierende Einschränkung bei geringem mechanischen Bedarf? Grauguss bietet Kosteneinsparungen. Handelt es sich bei der Anwendung um drucktragende Rohre oder sicherheitskritische Teile? Sphäroguss ist der Industriestandard. Erfolg Die Abstimmung der Materialauswahl auf die Art der Belastung – Zug oder Druck, statisch oder zyklisch – ist die wirksamste Methode, um vorzeitigen Teileversagen vorzubeugen. Abschließende Überlegungen zur Materialauswahl Die Wahl zwischen Grauguss und Sphäroguss erfordert letztendlich ein klares Verständnis der mechanischen Anforderungen, denen ein Bauteil während seiner gesamten Lebensdauer ausgesetzt sein wird. Obwohl Grauguss nach wie vor eine praktische und wirtschaftliche Option für viele spannungsarme oder vibrationsempfindliche Anwendungen ist, ist er aufgrund seiner Nachteile in Bezug auf Zugfestigkeit, Duktilität, Schlagfestigkeit und Ermüdungsverhalten nicht für Teile geeignet, die dynamischen oder sicherheitskritischen Belastungen standhalten müssen. Käufer, die Wert auf langfristige Zuverlässigkeit und vorhersehbares Ausfallverhalten legen, werden im Allgemeinen feststellen, dass Sphäroguss selbst bei höheren Materialkosten im Vorfeld eine stärkere Leistung liefert, was es zur widerstandsfähigeren Wahl für anspruchsvolle Industrieumgebungen macht. .ai-blog { background: linear-gradient(180deg, #faf7f2 0%, #f7f4ee 40%, #f9f6f1 100%); padding: 56px 6% 72px; font-family: -apple-system, BlinkMacSystemFont, "Helvetica Neue", Arial, sans-serif; color: #2b2926; line-height: 1.75;}.ai-blog .ai-kicker { font-size: 13px; letter-spacing: 0.14em; text-transform: uppercase; color: #a08a6f; font-weight: 600; margin: 0 0 18px;}.ai-blog .ai-lede { font-family: Georgia, "Times New Roman", serif; font-size: 21px; line-height: 1.65; color: #3a3733; margin: 0 0 56px; padding-bottom: 40px; border-bottom: 1px solid rgba(160, 138, 111, 0.25); font-weight: 400;}.ai-blog section { margin-bottom: 40px;}.ai-blog h2 { font-family: Georgia, "Times New Roman", serif; font-size: 22px; font-weight: bold; text-align: left; letter-spacing: -0.01em; color: #1f1d1a; margin: 0 0 22px; padding-top: 6px;}.ai-blog h3 { font-family: Georgia, "Times New Roman", serif; font-size: 16px; font-weight: bold; text-align: left; color: #1f1d1a; margin: 28px 0 15px;}.ai-blog p { font-size: 16px; text-align: left; margin: 0 0 15px; color: #3a3733;}.ai-blog strong { color: #1f1d1a; font-weight: 700;}.ai-blog .ai-closing { font-family: Georgia, "Times New Roman", serif; font-size: 17px; color: #2b2926;}.ai-blog blockquote { margin: 24px 0; padding: 6px 0 6px 24px; border-left: 2px solid #c9a97e; background: rgba(201, 169, 126, 0.07); font-family: Georgia, "Times New Roman", serif; font-style: italic; font-size: 17px; color: #4a463f; line-height: 1.6;}.ai-blog ul,.ai-blog ol { margin: 0 0 15px; padding: 0;}.ai-blog li { list-style-position: inside; font-size: 16px; margin-bottom: 5px; color: #3a3733;}.ai-blog ul li { list-style-type: disc;}.ai-blog ol { counter-reset: item;}.ai-blog table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; background: rgba(255, 255, 255, 0.5);}.ai-blog thead { display: table-header-group;}.ai-blog tbody { display: table-row-group;}.ai-blog tr { display: table-row;}.ai-blog th { display: table-cell; font-weight: bold; border: 1px solid rgba(160, 138, 111, 0.3); padding: 10px 8px; background: rgba(201, 169, 126, 0.12); color: #1f1d1a;}.ai-blog td { display: table-cell; border: 1px solid rgba(160, 138, 111, 0.3); padding: 10px 8px; color: #3a3733;}.ai-blog caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080;}.ai-blog .ai-callout { border-radius: 4px; padding: 18px 22px; margin: 24px 0; border-left: 3px solid;}.ai-blog .ai-callout-label { font-size: 12px; font-weight: 700; letter-spacing: 0.1em; text-transform: uppercase; margin: 0 0 8px;}.ai-blog .ai-callout p:last-child { margin-bottom: 0; font-size: 15px;}.ai-blog .ai-callout--info { background: rgba(120, 150, 180, 0.08); border-left-color: #7896b4;}.ai-blog .ai-callout--info .ai-callout-label { color: #4d6b87;}.ai-blog .ai-callout--warning { background: rgba(196, 154, 84, 0.08); border-left-color: #c49a54;}.ai-blog .ai-callout--warning .ai-callout-label { color: #96702f;}.ai-blog .ai-callout--success { background: rgba(122, 155, 118, 0.08); border-left-color: #7a9b76;}.ai-blog .ai-callout--success .ai-callout-label { color: #4f6f4b;}.ai-blog .ai-callout--danger { background: rgba(178, 96, 84, 0.08); border-left-color: #b26054;}.ai-blog .ai-callout--danger .ai-callout-label { color: #8e4436;}
Hinzufügen: Nr. 188 Xingnan Road, Stadt Nanmo, Stadt Hai'an, Stadt Nantong, Provinz Jiangsu, China.
Tel: +86-0513-88895668
E-Mail: [email protected]